





| 材质 | 铁 |
|---|---|
| 测量范围 | 0-360° |
| 测量精度 | 12(FHT12)、(22(FD07) |
| 产地 | 江西 |
| 类型 | 手动 |
| 适用范围 | 测量 |
| 品牌 | ROYAL如洋 |
| 型号 | ROYAL-FD |
| 加工定制 | 是 |
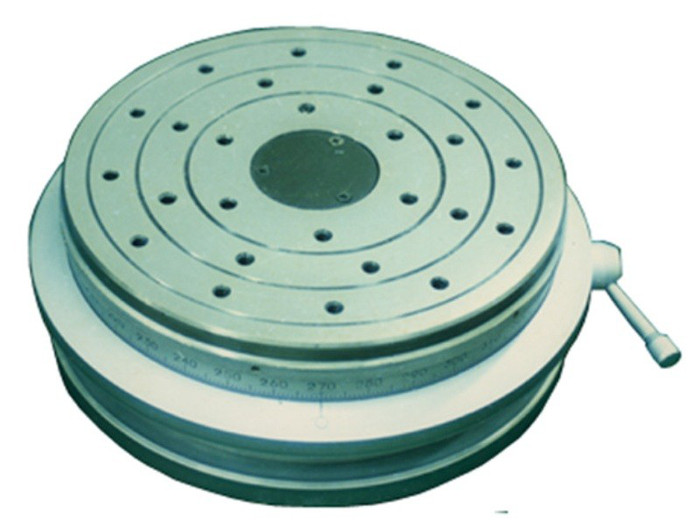
多齿分度台是一种精密度非常高的角度测量仪器,它既可作为角度基准用于测量,又可作为分度装置用于精密加工。它与光电自准直仪配合使用,可检测基数为360°/n(n为齿数)的各种多面棱体、角度块规、光学棱镜等高精度角度器件。作为分度装置用于加工时,可在普通铣、镗、磨等机床上加工角度要求很高的精密零件(如:孔位、垂直面、平行面等)。多齿分度台的细分和组合差动还可进行高精度的任意角度测量。由于仪器分度精度高,通常用于计量检测部门高精度角度测量,也用于精密加速度计精度检测。
多齿分度台系列有立式多齿分度台、细分多齿分度台、立卧两用式多齿分度台。立卧两用式多齿分度台可在台面水平、垂直或倾斜状态下使用,其余多齿分度台均应保持台面在水平状态使用。
细分多齿分度台是在720齿立式多齿分度台基础上,加上细分机构而成的。
1、立式、立卧两用式多齿分度台使用方法
多齿分度台使用前应小心地将多齿分度台安放在平台上,将台面清洗干净,手柄顺时针旋转180°到定位点(手柄位置处于水平),由于偏心轴作用,此时上齿盘被抬起,上、下齿盘脱开,然后转动上齿盘,到指标线对准刻度环零位,将手柄逆时针旋转180°到定位点,此时上、下齿盘重新啮合,多齿分度台起始位置为零;然后以同样操作方法将上齿盘转到下一测量位置,此时指标线对准的刻度环上的角度值,即为被测角度值。由于多齿分度台在脱开啮合位置时,台面处于活动状态,没有定位精度,因此,在使用过程中,只有齿盘处于啮合位置才能进行测量、读数。
2、细分多齿分度台使用方法
2.1 细分多齿分度台应放置在水平平板上使用,不得倾斜使用。
2.2 细分多齿分度台使用是先旋转多齿分度台到所需整度数,然后再旋转至所需度数的分、秒位置。它的读数是先在多齿分度台刻度环上读整度数,如图4示列,21°4′8.2″在齿盘刻度环读21°(左下图),再在细分鼓轮(左上图)固定读数套筒(右边横线)上读4′,在活动读数套筒(左边竖线)上读8.2″。由于细分多齿分度台的齿盘是720齿,刻度环上每一刻度表示0.5°(即30′),当多齿分度台刻度环上的读数是xx.5°时,则齿盘读数去掉.5°,在固定读数套上的读数应加上30′如示例20°34′8.2″,在多齿分度台刻度环读21.5°时,把0.5°变成30′即20°30′,再在细分鼓轮上读4′8.2″,两者相加即20°34′8.2″;细分鼓轮的活动读数套筒**小刻度值为0.1″,一圈为30″,角秒的读数方法同千分尺,如示例20°34′38.2″,在多齿分度台刻度环读21°30′,在细分鼓轮的固定读数套筒上,横线上半部分每格1′,下半部分相应在每格中间刻线,即为30″,该例中活动读数套筒超过4′刻线1圈,所以角秒读数要加30″即成38.2″,再加整度数部分,得到读数20°34′8.2″。
2.3 为减少测量误差,消除死程,细分鼓轮应顺时针方向(即读数减小方向或丝杆旋进方向)单方向对线,如旋过头,应退回十来秒再顺时针对线。
多齿分度台的整度部分可任意方向旋转对线,不受此约束。
2.4 使用一段时间发现细分鼓轮(微分筒)转动不灵活时, 可取下细分多齿分度台标牌上四个螺钉,即出现加油孔,加入数滴仪表油,再装上标牌,并将细分鼓轮来回旋转一遍,使油膜均匀。
2.5 每天使用前应将细分鼓轮从0~30′来回旋转一遍,以保证楔块接触面的润滑。
技术参数:
测量范围:0-360°
度盘分度值:1°
测量精度:12(FHT12)、(22(FD07)
测量分辨率:0.12或0.00001°
中心高:160mm